ecosnos.ru

|
ecosnos.ru |
|
|
Главная Классификация и характеристики магнитофонов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 [ 60 ] 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143  Матрица Рис. 11.20 перепаивать каждый раз выводы микросхемы, рискуя ее испортить. Панель обычно изготовляют из органического стекла, текстолита либо другого легко обрабатываемого изоляционного материала. Контакты можно использовать как готовые от заводских соединителей серий МНР или РГН, от панелей пальчиковых ламп, транзисторов, так и самодельные из гартованной латуни или бронзы. Простую панель легко изготовить из резинки для стирания карандаша. Вырезают из резинки брусок размерами 22 х 14 х 9 мм. В нем по кондуктору сверлят необходимое число отверстий сверлом диаметром 1 ... 1,2 мм. Из тонкой медной или латунной фольги вырезают ленты шириной 1,2 ... 1,5 мм и длиной около 32 мм, сгибают их в виде буквы Y и вставляют в отверстие в резинке. Панель приклеивают к печатной плате клеем 88 Н, а выводы пропускают в отверстия в плате и припаивают к проводникам. Микросхемы серии К133 (и другие в подобном корпусе) демонтировать с печатной платы удобно следующим образом. Лезвие безопасной бритвы разламывают так, как показано на рис. 11.21, и вводят под корпус микросхемы с тем, чтобы оно упиралось в места паек одного-трех крайних выводов. Нагревая паяльником одновременно эти пайки, лезвие смещают с усилием в направлении стрелки и при этом отделяют выводы от платы. Для упрощения монтажа микросхем в круглых корпусах (серия К140 и др.) на печатную плату можно использовать пластмассовую втулку, с которой поставляются микросхемы. В плате сверлят отверстие диаметром 7,6 мм под втулку и вклеивают ее клеем БФ-2 так, чтобы бортик выступал с той стороны, где будет установлена микросхема. Выводы микросхемы вставляют в   Рис. 11.22 Рис. 11.21 отверстие втулки, отгибают и распаивают на контактные площадки. В макетных и некоторых других устройствах иногда целесообразно выводы микросхем соединять не печатными, а навесными проводниками. Для этого лобзиком пропиливают в плате узкие щели, вводят в них выводы, отгибают их в разные стороны и припаивают к ним проводники диаметром 0,2 ... 0,3 мм. При макетировании и ремонте устройств на микросхемах иногда удобно пользоваться платами-переходниками. Их устройство и способ монтажа показаны на рис. 11.22, а. Разметить контактную площадку под микросхему можно посредством испорченной микросхемы с формованными выводами. К корпусу микросхемы припаивают ручку нз медной проволоки. Смазав выводы лаком, печатают контактные площадки на фольге заготовки печатной платы. После этого соединительные проводники вычерчивают рейсфедером или пером. В качестве переходника можно использовать плату статора галетного переключателя. К внутренним концам контактных лепестков платы припаивают выводы микросхемы, а к наружным-детали устройства (рис. 11.22,6). Для удобства монтажа выводы переходника следует пронумеровать. 11.6. ЭЛЕМЕНТЫ КОНСТРУКЦИЙ Футляры и кожухи футляр и кожух-неотъемлемые части радиоустройств. Их назначение состоит в том, чтобы защитить радиодетали и монтаж от внешних механических и климатических воздействий, обеспечить необходимые акустические и эстетические показатели, удобство эксплуатации. Футляры изготавливают из дерева, пластмассы или папье-маше, кожухи-из металла. Кожухи обладают повышенной механической прочностью и защищают конструкцию от электрических помех. Чаще всего металлические кожухи используют в измерительных приборах. Футляры для малогабаритных радиоприемников могут иметь рамочную конструкцию (рис. 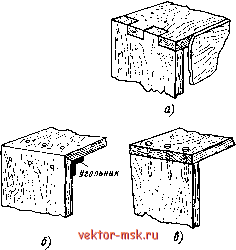 11.23), основой которой является рамка из деревянных планок толщиной 3 ... 5 мм, а передняя и задняя стенки изготовлены из тонкой фанеры. Углы рамки можно связать в пшп (рис. 11.23, а), соединить с помощью металлических угольников (рис. 11.23, б) или щурупов (11.23, в). Вариант соединения, показанный на рис. 11.23,6, рекомендуется в том случае, если футляр необходимо покрыть лаком. Для легких малогабаритных устройств футляр можно изготовить из папье-маще. Для этого из куска дерева или пенопласта делают модель футляра, покрывают ее воском и последовательно оклеивают влажными листами газетной бумаги с жидким столярным клеем, давая каждым двум-трем слоям просохнуть. После окончательной сущки в течение двух-трех суток футляр грунтуют, окрашивают, аккуратно распиливают, еще раз окрашивают и полируют. Кожухи изготавливают из листовых (толщиной 0,5 ... 1,5 мм), алюминиевых и медных сплавов (латуни) и жести. Пайка алюминия и его сплавов в домашних условиях затруднена, поэтому детали кожухов из этих материалов соединяют заклепками или винтами. Латунь и жесть легко паяются, что значительно упрощает изготовление кожухов. Декоративное покрытие Деревянные поверхности отделывают различными способами: окрашивают, лакируют, оклеивают декоративными пленками. До окрашивания футляр необходимо хорошо просушить, аккуратно замазать все щели и неровности поверхности шпатлевкой (лучше использовать нитрошпатлевку, которая быстро сохнет и хорошо шлифуется). После этого футляр покрывают вначале двумя-тремя слоями грунта, а затем тремя-пятью слоями нитроэмали. Очень удобно пользоваться грунтами и эмалями в аэрозольной упаковке рижского химического завода Аэрозоль . В аэрозольной упаковке выпускаются грунт марки 147 и нитроцеллюлозные эмали разного цвета. Можно использовать и нитроэмали для кожи. После окраски поверхность футляра полируют. При лакировке требуется очень тщательная подготовка поверхности: заделка пороков древесины с учетом ее рисунка, неоднократная шлифовка предварительно смоченной поверхности вдоль и поперек волокон (для удаления ворса) и сушка. После этого с помощью пульверизатора наносят мебельный лак НМЦ (светлый или темный). Используя самоклеящуюся декоративную отделочную пленку марки ПДС 0,12, можно без особых затрат труда и времени получить сравнительно высокое качество отделки. Пленка хорошо приклеивается к древесине, металлу, древес-но-стружечной плите и другим материалам. Прочность приклеивания тем выше, чем меньше воздушных пор под пленкой. Для отделки больших поверхностей можно использовать декоративный бумажно-слоистый пластик (ГОСТ 9590-76), на поверхность которого нанесен рисунок, имитирующий ценные породы древесины, малахит, мрамор и т. п. Шкалы и приводные устройства Шкала радиоприемника или измерительного прибора должна обеспечить оператору удобство в работе и иметь определенную эстетическую ценность, так как она обычно является одним из композиционных центров внешнего вида изделия. Неотъемлемым элементом шкалы является ее приводное устройство. Конструкции шкал и приводных устройств показаны на рис. 11.24, а, б и г. Круглая шкала может быть выполнена в виде плоского диска. Ч III III  Itrs.--- ---ч II  фрикционный берньер Рис. 11.24 а, б, в 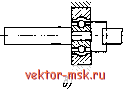  Рис. и.24г к которому прижимается осью так называемый фрикционный верньер. Если диск тонкий, то на оси верньера ставят подпружиненную шайбу (рис. 11.24,6). Малогабаритный верньер, обеспечивающий передаточное число около 3, можно изготовить из шарикоподшипника (рис. 11.24, в). Верньер может быть вьшолнен на основе фрикционных и зубчатых передач (например, от механизмов старых часов) или передачи с гибкой нитью (тросиком)-рнс. 11.24, г. Тросиком могут служить металлическая струна от балалайки или мандолины, жильная струна скрипки, многожильная, капроновая, хлопчатобумажная или шелковая леска. Для повышения трения между валиком настройки и тросиком можно использовать толченую канифоль. Обязательным элементом передач с гибкой нитью является пружина, натяжением которой выбирается люфт механизма. В радиолюбительских условиях наиболее доступен фотографический способ изготовления шкал. В этом случае оригинал шкалы вычерчивают в большом масштабе, надписи и цифры наклеивают (их можно вырезать из старых газет, журналов, проспектов). После фотографирования и уменьщения до натуральной величины получается очень четкая шкала. Технологические советы Обработка стальных деталей. Для получения хорошего качества защитных и декоративных покрытий поверхности стальных деталей необходимо обезжирить, пассивировать и декапировать. Для обезжиривания можно использовать следующие растворы: сода кальцинированная (или поташ) 100 ... 150 г/л и жидкое стекло 2 ... 3 г/л; сода кальцинированная 20 г/л и хромпик 1 г/л. Для пассивирования, после которого поверхность металла делается пассивной в электрохимическом отношении, деталь следует поместить либо в 5%-ный раствор хромовой кислоты (75°С), либо в насыщенный раствор хромпика (60°С), либо в мыльный раствор (100°С). Для декапирования-химического удаления пленки окиси с поверхности детали-используют 5%-ный раствор серной или соляной кислоты. После обработки кислотой необходимо промыть детали в проточной воде. Одной из простейших защитных покрытий стальных деталей-воронение (образование на поверхности детали пленки окислов). Для этого деталь шлифуют и, если надо, полируют, тщательно обезжиривают и после нагрева до температуры 220 ... 325°С (например, в духовом шкафу) протирают ветошью, смоченной конопляным маслом. Другие растительные масла дают менее приятные цвета воронения. Для получения прочных лакокрасочных покрытий поверхности стальных деталей необходимо тщательно очистить от ржавчины. Для этого деталь помещают в керосин на несколько часов, протирают рыбьим жиром, который через 1,5 ... 2 ч удаляют вместе со ржавчиной. Для быстрого удаления ржавчины рекомендуется в течение нескольких минут промыть деталь в растворе хлорного олова, а затем в теплой воде. Небольшие следы ржавчины удаляют кашицей из толченого древесного угля, замешанного на машинном масле. После очистки поверхности деталь покрывают грунтом (его слой должен быть не более 0,2 мм толщиной, иначе уменьшится прочность лакокрасочного покрытия), а затем наносят два или большее число слоев краски мягкой кистью (слои должны быть взаимно перпендикулярны) или пульверизатором, используя аэрозольные лаки и краски. Обработка деталей из медн н ее ялавов. Медь и ее сплавы очищают механическим путем шкуркой либо кашицей из мелкой поваренной соли с уксусом. Для обезжиривания используют смесь гашеной извести 35 г/л, едкого калия 10 г/л и жидкого стекла 3 г/л либо едкого натра 75 г/л и жидкого стекла 20 г/л, в которые помещают на 1 ч деталь при температуре раствора 90°С. Декапирование проводят в течение 1 мин в 5%-ном растворе серной кислоты. Для никелирования зачищенную (если надо, то и отполированную) и обезжиренную деталь помещают в смесь 10%-ного раствора хлористого цинка ( паяльная кислота ) и сернокислого никеля, которого в растворе должно быть столько, чтобы он имел густо зеленый цвет. После подготовки раствор нагревают до кипения и погружают в него на 1 ... 2 ч деталь. После окончания процесса никелирования деталь переносят в меловую воду (10 ... 15 г мела иа стакан воды) и слегка протирают ветощью. После этого деталь промывают и протирают насухо. Для серебрения можно воспользоваться отработанным фиксажем, в 300 мл которого добавляют 1 ... 2 мл нашатырного спирта и 2 ... 3 капли формалина; раствор следует хранить и работать с ним только в темноте. Зачищенную и промытую обезжиренную деталь помещают в раствор на 0,5 ... 1,5 ч, после чего промывают в теплой воде, высушивают и протирают мягкой ветошью. Для растворов следует применять либо дистиллированную воду, либо воду, полученную изо льда бытовых холодильников. Обработка детален нз алюминия и mt тлавов. В любительских условиях чаще всего приходится выполнять операции обезжиривания, оксидирования, осветления и травления. Для обезжиривания можно использовать смесь из тринатрнйфосфата 50 г/л, едкого натра 10 г/л и жидкого стекла 30 г/л либо только едкий натр 50 г/л. Время обезжиривания первым раствором 2 ... 3 мин прн температуре раствора 50 ... 60°С, вторым-3 ... 5 мин прн 50°С. |















